
"теория предсказаний для решения задач энергосбережения"

- дайджест сайта
- Услуги аутсорсинга проектирования
- Аудит предприятия
- Техническая экспертиза
- Паспортизация предприятия
- Унификация оборудования гидравлического
- Модули гидравлические
- Гидроприводы на воде
- Установки очистки жидкости
- Сервораспределители
- Пропорциональные распределители для прессов
- Сервоклапаны для прессов
- Роторные распределители для вибромашин
- Гидропанели управления
- Стабилизаторы давления
- Гидрозамки
- Гидроцилиндры
.jpg)
Система "Пневмосбив"
для пневмоимпульсной очистки поверхности.
для пневмоимпульсной очистки поверхности.
Наличие окалины на разогретой в печи заготовке снижает качество штампованной детали. Необходима очистка цилиндрической заготовки перед операцией прессования.
Очистка не должна влиять на температуру заготовки и её продолжительность не должна нарушать сложившийся технологический цикл прессования.
Предлагается пневмоимпульсная система, обеспечивающая удаление окалины за счет интенсивного ударноволнового воздействия воздуха на поверхность заготовки. Пневмоимпульсная очистка обеспечивает меньшие расходы энергии на создание очищающей струи и не приводит к охлаждению поверхности заготовки.
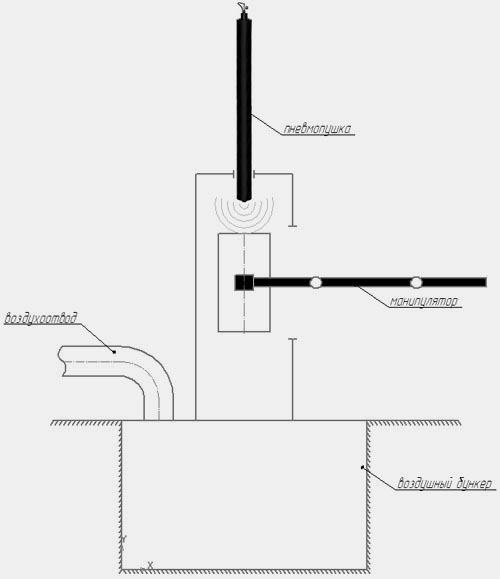

Рис.1 Пневмоимпульсная система очистки окалины. Рис.2 Пневмоимпульсный генератор.
Система представляет из себя пневмогенератор в виде трубы диаметром 426 мм и длиной 2000 мм. Заполняемый сжатым воздухом объем пневмогенератора составляет около 280 литров. Пневмогенератор имеет выхлопное сопло диаметром 250 мм с быстродействующим затвором, который открывается в течение 0,01 секунды. Система управления позволит обеспечить автоматический режим работы системы очистки.
Струя воздуха под давлением 6 атм, вытекающая из выхлопного патрубка в течение 0,05 с, направлена перпендикулярно или под углом к поверхности заготовки и создаёт мощное ударное воздействие на обрабатываемый материал. Действующее усилие от скоростного напора струи достигает 3000 кг, но продолжительность такого воздействия составляет доли секунды.
При расстоянии сопла от заготовки 250 – 300 мм диаметр ударного фронта при перпендикулярном направлении струи составит 650 мм. Для полной очистки торцевых поверхностей заготовки с помощью манипулятора осуществляется её поворот на 180°, после чего производится еще один «выстрел», при необходимости выстрелы могут повторяться. Частота выстрелов может производиться каждые 10с (время необходимое для перезарядки пневмогенераторов). За один цикл срабатывания при давлении 6 атм система выбрасывает 1680 литров воздуха при нормальном давлении. Если период следования выстрелов составляет 10 с, то потребный расход воздуха составляет 168 л/с или 10080 л/мин (около 10 м³/мин). Для сравнения можно указать, что обычный поршневой компрессор типа ПКС-5,5 (Уралкомпрессормаш) имеет производительность 5,5 м³/мин при давлении воздуха до 8 атм. Для очистки заготовки длиной 1,5 м потребуется произвести 2 выстрела и затратить 2*10 м³ = 20 м³. Стоимость 100 м³ составляет ориентировочно 20 руб, таким образом, стоимость сжатого воздуха на очистку сляба равняется 4 рубля.
Для повышения надежности удаления окалины можно рассмотреть резервирование системы за счет установки дополнительного пневмогенератора.
Ожидается, что основной проблемой будет являться пылеобразование, которое убирается при помощи защитного кожуха с отсосом пыли и окалины. Дополнительно пылеобразование может подавляться при помощи водяного орошения материала в момент срабатывания пневмогенераторов.
В процессе разработки системы могут быть рассмотрены следующие направления повышения эффективности пневмоимпульсной системы очистки:
• применение повышенного уровня давления сжатого воздуха до 40 атм, что повысит мощность импульса с 16,5 МВт (при 6 атм.) до 104,5 МВт;
• расположение выхлопных сопел под углом к очищаемой поверхности;
• применение щелеобразных выхлопных сопел;
• добавление небольшого объёма воды для повышения импульса выхлопных струй.

630024 г. Новосибирск
тел./факс: (383)361-26-80, 361-25-58
тел./факс: (383)361-26-80, 361-25-58
e-mail: